Система отверстия и система вала
При стандартных посадках обязательно должна совпадать с нулевой линией либо
нижняя граница поля допуска отверстия (в системе отверстия), либо верхняя граница поля допуска вала (в системе вала). Поле допуска отверстия, у которого нижняя граница совпадает с нулевой линией (нижнее отклонение равно нулю), обозначается буквой А и цифрой класса точности, например А,, А, А2а, А3 и т. д.
Индекс для 2-го класса точности (в обеих системах) опускается.
Таким образом, для отверстий А номинальный размер является наименьшим предельным размером, а поле допуска направлено в сторону увеличения
отверстия (в тело изделия); для валов В номинальный размер является наибольшим предельным размером, а поле допуска направлено в сторону уменьшения вала (также в тело). Отверстия А и валы В называются основными. Сочетание основного отверстия и основного вала дает посадку, наименьший зазор
которой равен нулю. Такие посадки в системе ОСТ называются посадками скольжения или скользящими посадками.
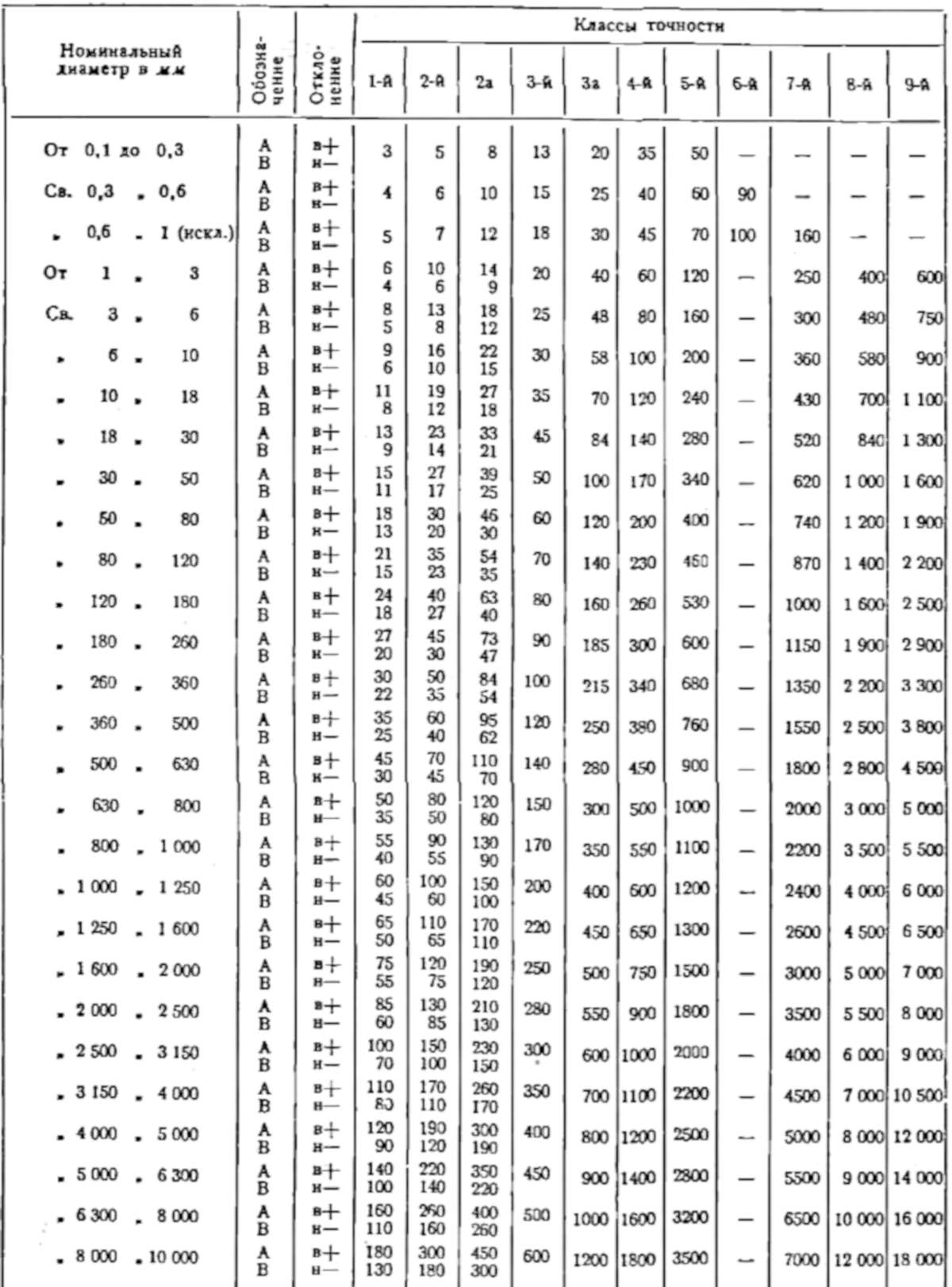
Отклонения основных отверстий и валов в системе ОСТ для интервала размеров 0,1 —10 000 мм приведены в таблице 5. Посадки с отверстиями А составляют в совокупности систему отверстия, посадки с валами В — систему вала.
На фиг. 1 и 2 приведены схемы расположения полей допусков для посадок 2-го класса точности ОСТ в системе отверстия (фиг. 1) и в системе вала (фиг. 2).


Система отверстия пользуется преимущественным распространением в машиностроении. Преимущества этой системы связаны прежде всего с меньшими затратами на инструмент. При определенном номинальном размере развертки, выполняемые для изделий с допусками по системе отверстия, будут иметь постоянные предельные отклонения в соответствии с предельными размерами основного отверстия.
Тем самым резко сокращается номенклатура разверток в производстве по
сравнению с условиями выполнения деталей по системе вала. Вместе с тем
уменьшается номенклатура калибров-пробок, которые дороже калибров для
проверки валов (скоб). Это относится и к другим измерительным средствам, поскольку установка приборов для внутренних измерений сложнее и, как
правило, требует больших затрат, чем установка приборов -для наружных измерений.
В ряде случаев выбор системы отверстия диктуется конструктивными соображениями и технологией сборки.
Так, например, необходимость осуществить неподвижную посадку детали на
вал на большом удалении от его свободного конца вынуждает отказаться от
гладкого вала и выполнить его с уступом, вследствие чего отпадает основное
технологическое преимущество системы вала.
Однако возможность и необходимость выполнения в ряде других случаев валов без уступов и отсюда целесообразность выбора системы вала также не
вызывают сомнений. Преимущества системы вала сказываются во всех случаях
пользования тянутым материалом без какой-либо обработки (например, валы
трансмиссий, валы в сельскохозяйственном машиностроении, трубы в авиастроении и велосипедном производстве, гладкие валики в шарнирных сочленениях и т. д.). Упрощение технологии при этом, как правило, имеет большее
значение, чем дополнительные затраты на инструмент, обусловленные отказом
от системы отверстия.
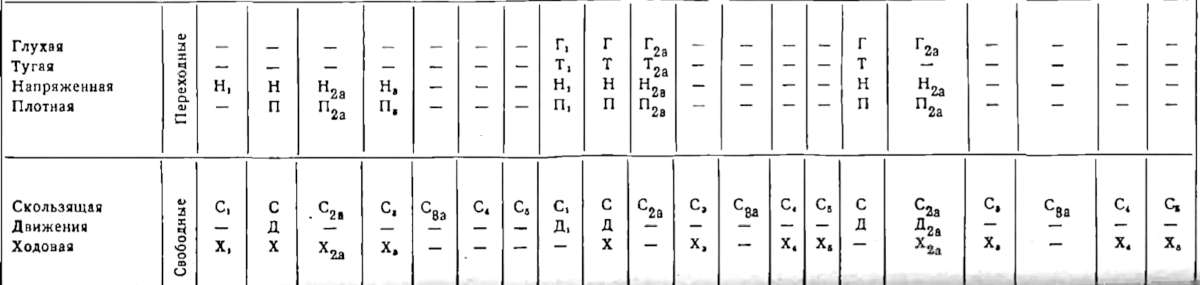
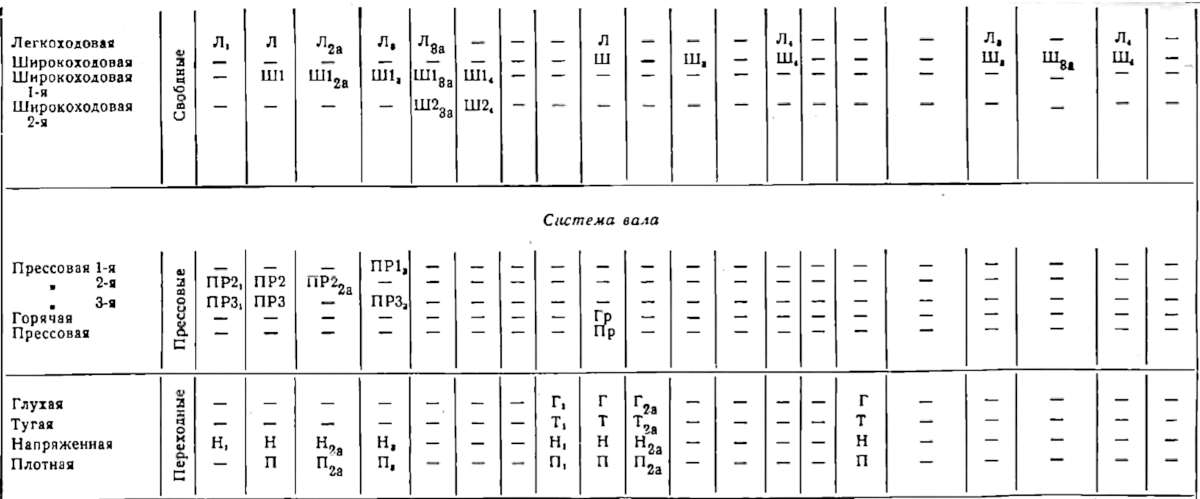
Государственные стандарты допусков и посадок регламентируют обе системы — отверстия и вала. Все посадки как в системе отверстия, так и в системе вала разделяются на три группы. Перечень и обозначения всех посадок, принятых в различных классах точности по системе ОСТ, приведены в табл. 4.
Таблица 4