В системе ОСТ величины допусков изделий диаметром от 1 до 500 мм регламентированы 10 классами точности с порядковыми номерами 1, 2, 2а, 3, За, 4, 5, 7, 8 и 9. Единица допуска в системе ОСТ может быть выражена формулой

где d — номинальный диаметр соединения в мм, а iост — в мк.
Формула для единицы допуска установлена на основе практических данных о возрастании допуска пропорционально корню третьей степени из величины диаметра. Величина допуска б определяется по формуле

где a—число единиц допуска. Приближенное число единиц допуска, принятое для валов и отверстий в различных классах точности, приведено в таблице 2.
Таблица 2. Число единиц допуска изделий по ОСТ.

Для назначения величин допусков и отклонений номинальные диаметры подразделяются на ряд групп. На все диаметры в пределах каждой группы допуски и отклонения установлены одинаковыми и подсчитаны соответственно среднему арифметическому значению диаметра данной группы. Группы (интервалы) диаметров для подсчета допусков и отклонений, принятые в системе ОСТ, приведены в таблицах 5—8.
Для прессовых посадок с большими натягами интервалы диаметров принимаются более узкими, как это видно из таблицы 7, чтобы избежать значительных отклонений от рассчитанных натягов для крайних значений диаметров в пределах данного интервала. В системе ISA для величин допусков размеров от 1 до 500 мм. установлено 16 рядов, называемых квалитетами. Единица допуска в системе ISA выражается следующей формулой:

где d — номинальный диаметр в мм; iISA ~ в мк.
Ряды допусков (квалитеты) по системе ISA для диаметров до 500 мм приведены в таблице 3. Применение системы ISA допускается только по специальному в каждом отдельном случае разрешению Комитета стандартов, мер и измерительных приборов.
Рядами точностей по системе ISA рекомендуется пользоваться только при назначении допусков на размеры, для которых по каким-либо причинам не могут быть использованы отклонения валов и отверстий стандартных посадок и соответствующие им калибры.
Для диаметров до 1 мм (в пределах от 0,1 до 1 мм) по ГОСТ 3047-54 (смотрите таблицу 5) предлагается исчислять допуски, исходя из единицы допуска

где d — в мм., a i — в мк, с интервалами размеров от 0,1 до 0,3 мм., свыше 0,3 до 0,6 мм., свыше 0,6 до 1 мм. Число единиц допуска принято от 71 для 1-го класса точности до 250i для 6-го класса точности (смотрите таблицу 2).
Для диаметров свыше 500 мм. (смотрите таблицу 5) величины допусков по ГОСТ 2689-54 приближенно определены по обшей формуле ISA с сохранением принятого по ОСТ для диаметров до 500 мм. соотношения величин допусков для различных классов точности. Как видно из таблицы 5, допуски установлены для 1—11-го классов точности до 10 000 мм. 6-й класс, как и для диаметров до 500 мм, опущен. Градации интервалов диаметров приняты по 10-му нормальному ряду чисел
Таблица 3. Ряды допусков для диаметров от 1 до 500 мм в мк по системе ISA.
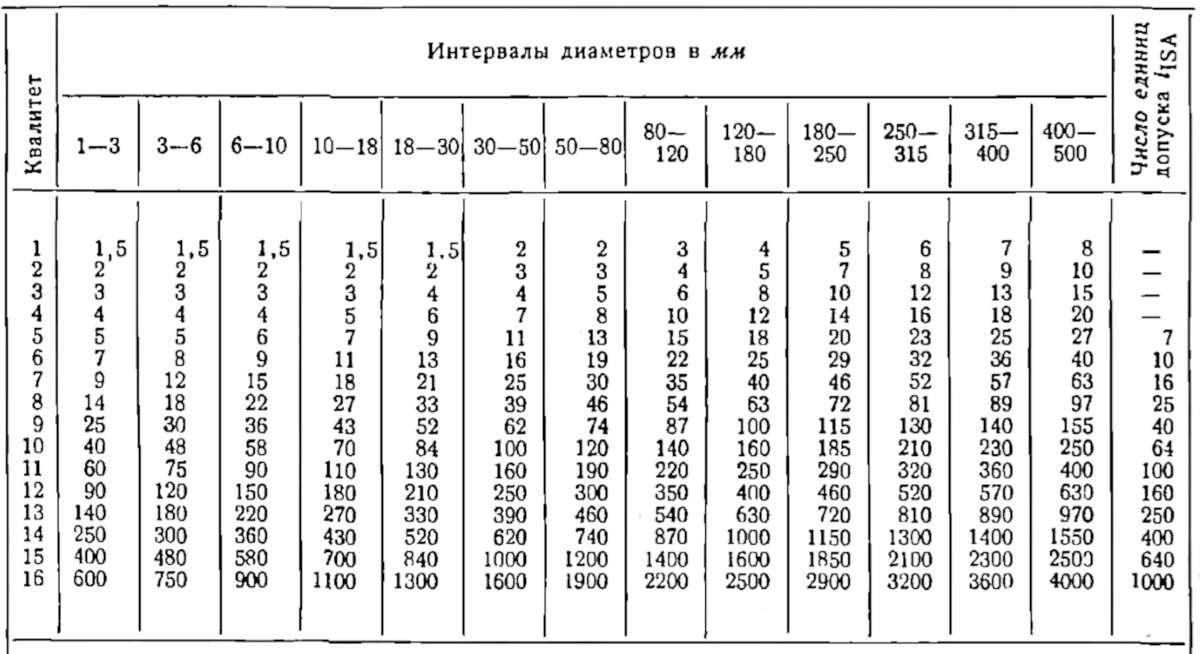
Таблица 4. Посадки в системе ОСТ для диаметров от 0,1 до 10 000 мм.

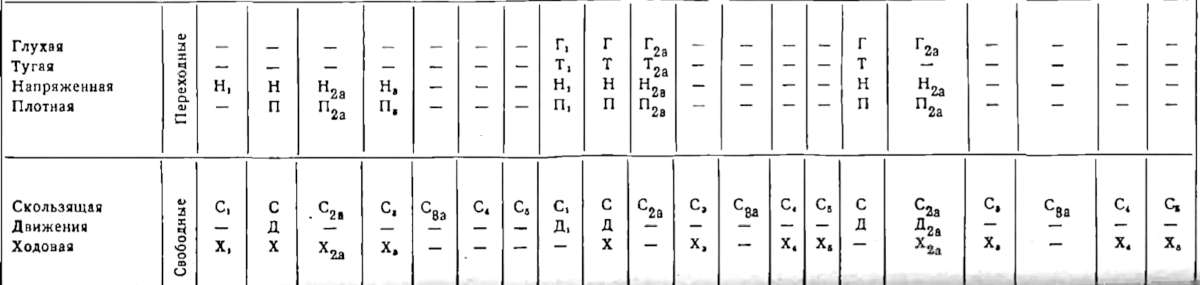
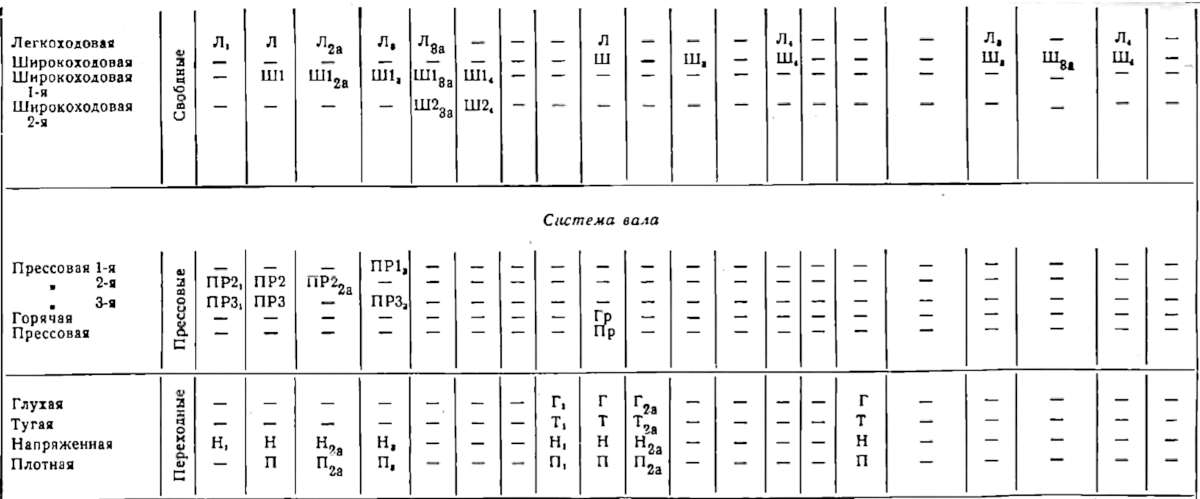

Таблица 5. Отклонения в мк основных отверстий и валов для диаметров от 0,1 до 10 000 мм.
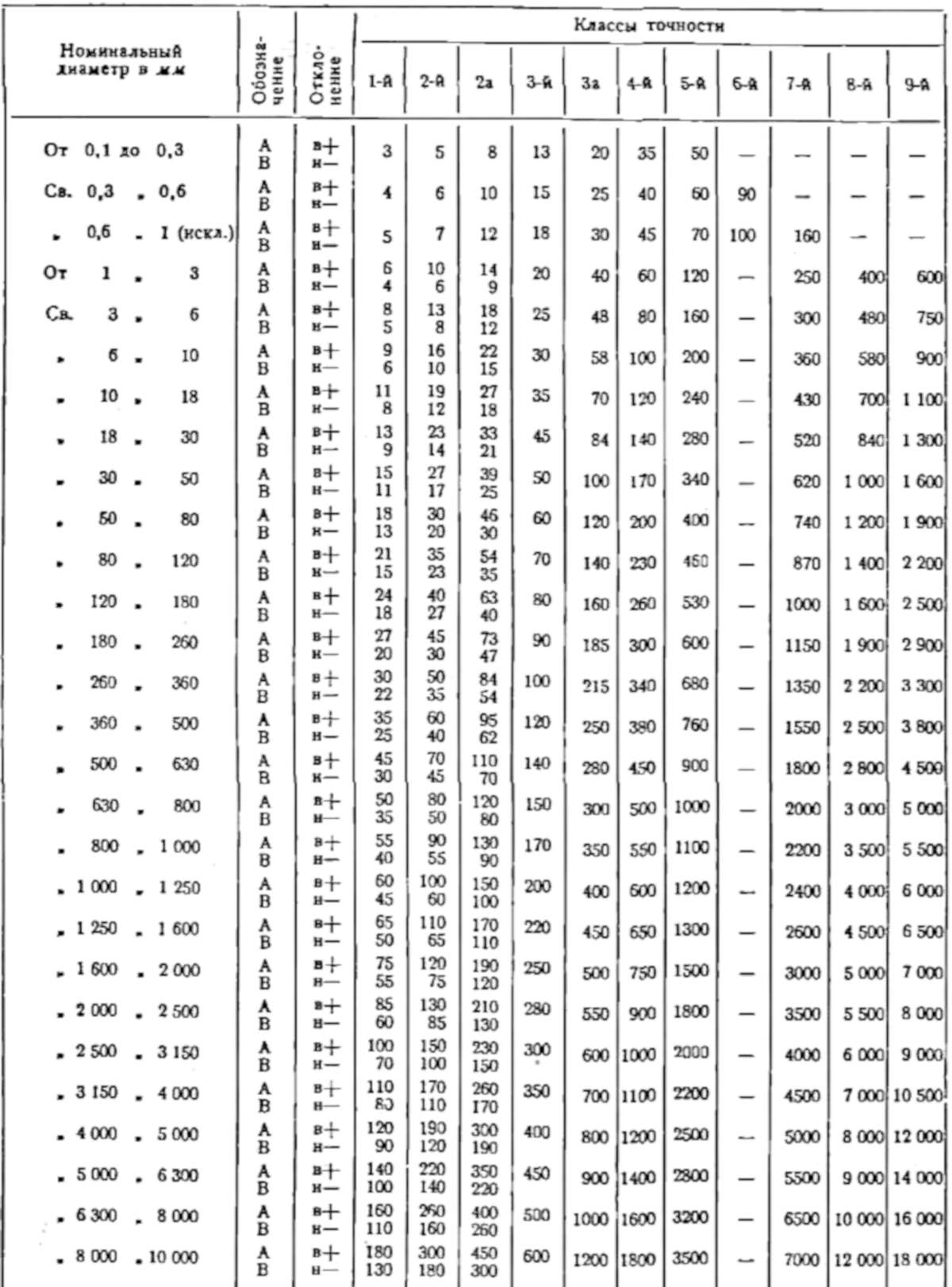
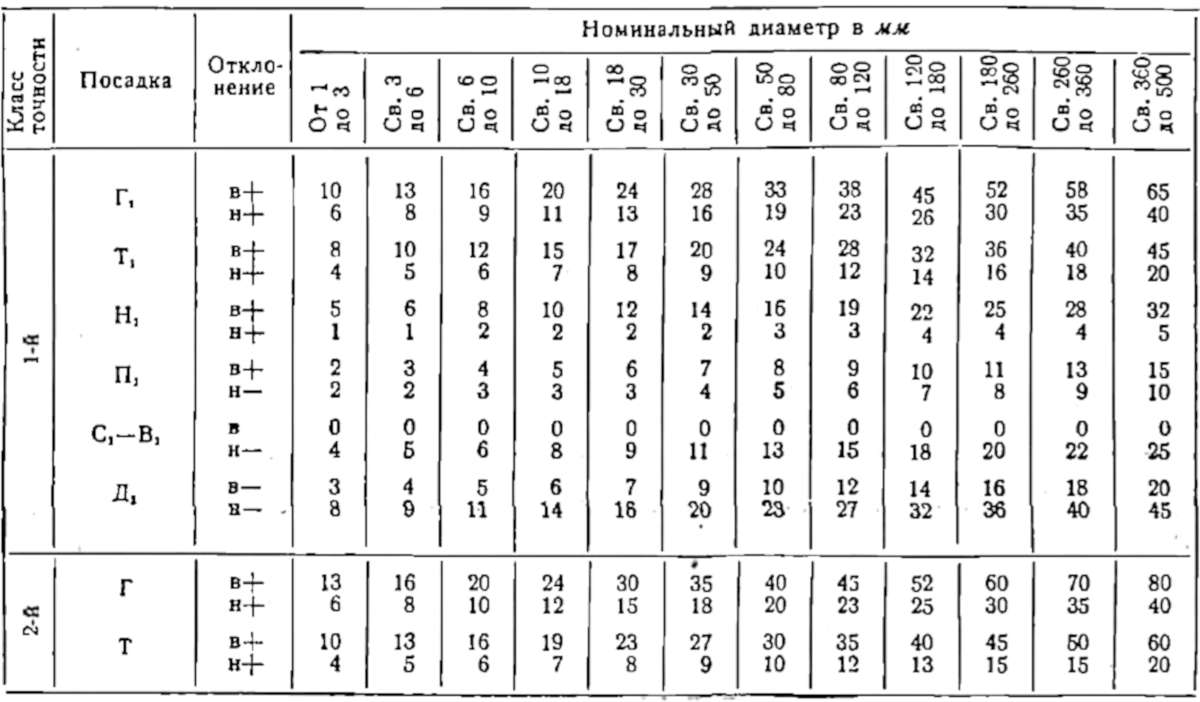
Таблица 6. Отклонения в мк отверстий переходных и свободных посадок для диаметров от 1 до 500 мм.

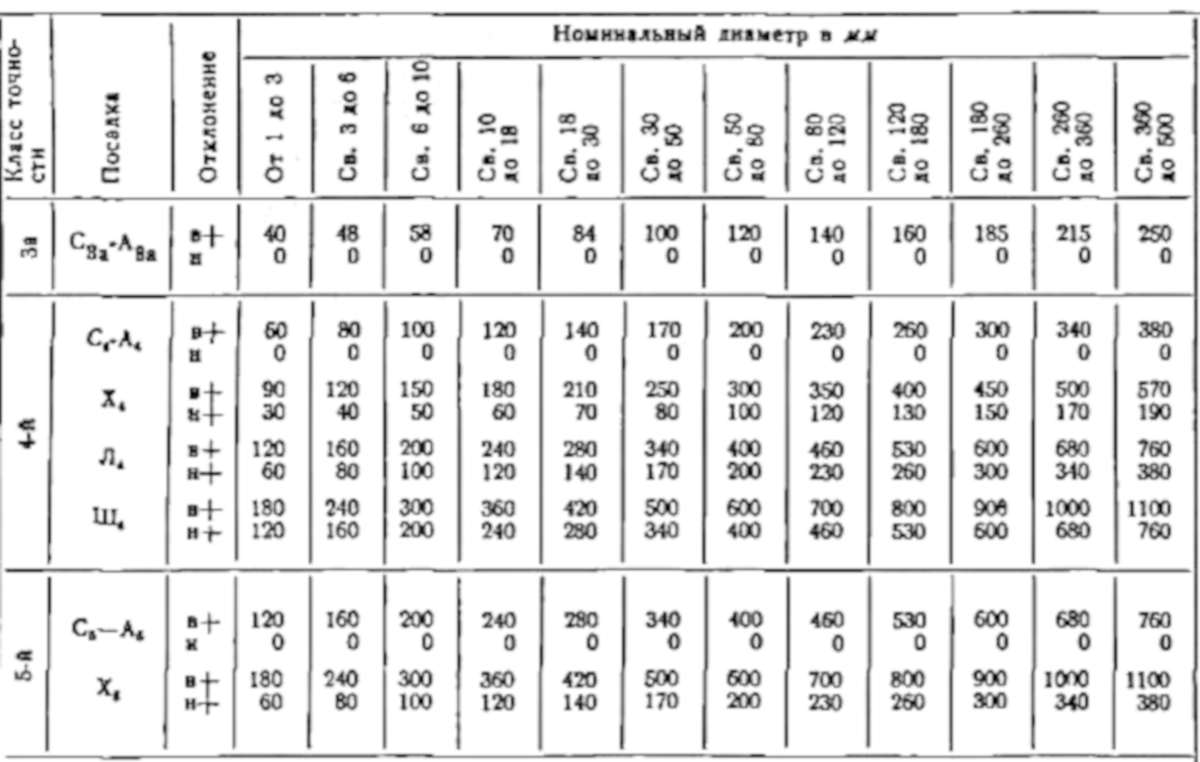
Таблица 7. Отклонения валов и отверстий прессовых посадок для диаметров от 1 до 500 мм в мк.
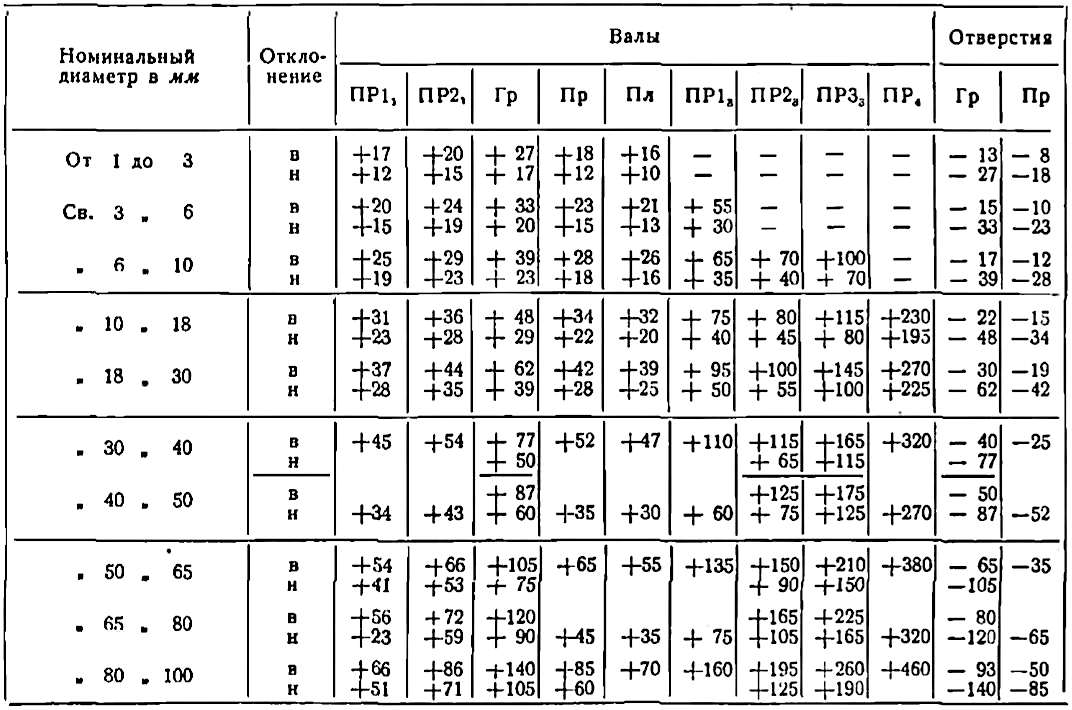
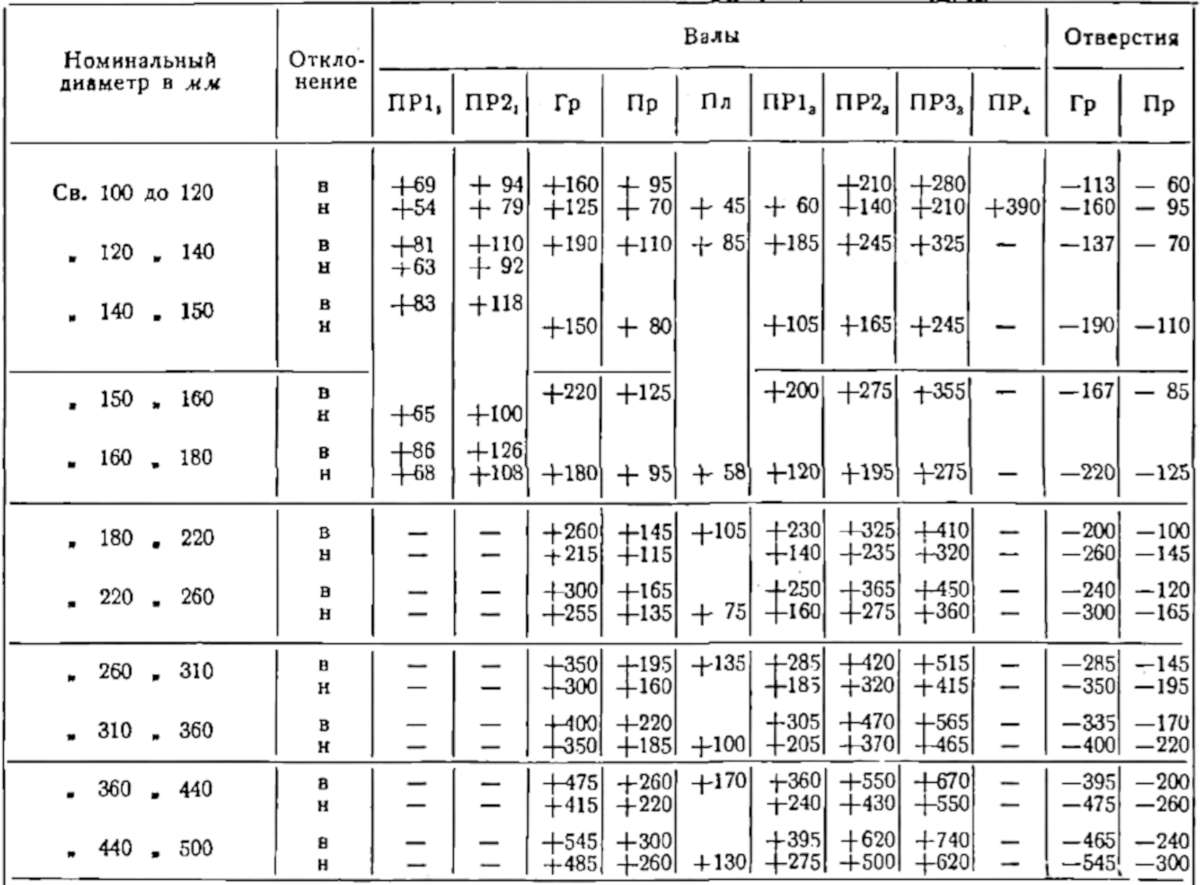
Таблица 8. Отклонения валов переходных и свободных посадок для диаметров от 1 до 500 мм в мк.