
Себестоимость детали является показателем, характеризующим трудоёмкость и отчасти техническую сложность детали. Себестоимость детали слагается из стоимости материала, производственной заработной платы и накладных расходов. Производственная заработная плата затрачивается непосредственно на обработку детали, и в зависимости от неё исчисляются некоторые цеховые расходы. Сравнивая себестоимость обработки детали при различных методах обработки, можно по […]
Blog
169 записей

Фиг. 781. Магнитный патрон. Магнитные патроны применяются главным образом для шлифования и токарной подрезки мелких и тонких плоских изделий. Преимущество их заключается в быстром закреплении и откреплении изделий, которые при этом не подвергаются деформации; при данном способе легко достигается точная параллельность обрабатываемых сторон. Фиг. 782. Магнитная плита. На фиг. 781 […]

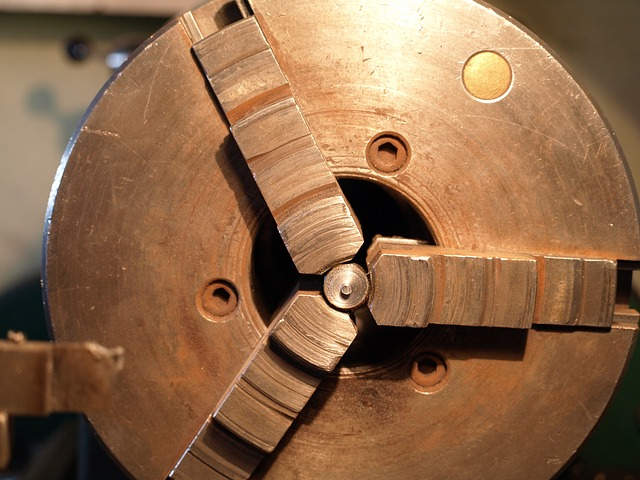
Фиг. 773. Цанговый патрон для внутреннего шлифования. Для внутреннего шлифования применяются главным образом приспособления типа цанговых патронов или трёхкулачковых самоцентрирующих патронов. Многие изделия, имеющие цилиндрическую наружную поверхность, концентричную внутренней, шлифуются в самоцентрирующих трёхкулачковых патронах. Для более точного шлифования применяются цанговые патроны, аналогичные изображённому на фиг. 773. В этом патроне изделие […]

Фиг. 767. Магазин для эагрузки изделий на токарном автомате фирмы Пратт Витней. Для автоматической подачи изделий в станках применяются специальные приспособления, называемые магазинами. Широкое распространение магазины имеют в массовом производстве при обработке на токарных, шлифовальных, фрезерных и других станках. На фиг. 767 дан общий вид магазина для загрузки изделий на […]
Фиг. 766. Патрон типа Форкардт, действующий от электромотора. В последнее время появились зажимные патроны, приводимые в действие от электромоторов; их преимущество перед пневматическими заключается в возможности регулировать нажимное усилие. На фиг. 766 показан патрон типа Форкардт. Ротор мотора А через планетарную передачу В вращает винт С, который перемещает гильзу D […]

Фиг. 759. Токарная обработка на планшайбе с угольником. В мелкосерийном производстве обработка изделия на токарных станках часто производится на планшайбе с угольником (фиг. 759). Для уравновешивания изделия, смещённого с центра шпинделя, на планшайбе укрепляется противовес. При таком способе обработка каждой стороны корпуса сопряжена с перестановкой, что требует затраты времени. Для […]

Фиг. 752. Поворотное приспособление для строгания клиньев или планок. Приспособления для строгания в отличие от приспособлений для фрезерования можно более слабо крепить, так как при строгании отсутствует усилие, отрывающее изделие от приспособления. На фиг. 752 показано поворотное приспособление для строгания клиньев или планок с разными углами. Фиг. 753. Зажимное приспособление […]

Приспособления для фрезерования должны быть более массивными и прочными, чем для сверления, ввиду наличия переменного усилия резания, в особенности при фрезеровании цилиндрическими фрезами, которые, кроме того, создают усилие, отрывающее изделие; это обстоятельство необходимо предусматривать при конструировании зажимов. Конструкции зажимов должны быть прочными и удобными для быстрого крепления в освобождения изделия. […]

Фиг. 727. Постоянная направляющая кондукторная втулка. Кондукторные втулки служат для направления спиральных свёрл, зенкеров, развёрток, оправок и шпинделей сверлильных и расточных станков. При обработке отверстия сверлом направление можно производить постоянной направляющей втулкой (фиг. 727, буквы обозначают основные размеры). Втулку иногда запрессовывают так, чтобы она выступала из кондуктора на 3—5 мм […]

Фиг. 703. Накладной кондуктор для сверления 14 отверстий. Фиг. 704. Универсальный кондуктор для сверления валиков. Для сверления и расточки применяются приспособления, называемые кондукторами; эти приспособления бывают различных видов в зависимости от назначения и типа конструкции. Различают кондуктора накладные , поворотные, ящичные, сборные , универсальные. Рассмотрим эти типы кондукторов с указанием […]